为了展现贵阳(本地)螺旋管09CrCuSb钢管优选货源产品的全方位优势,我们呈现了最新制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:贵阳(本地)螺旋管09CrCuSb钢管优选货源的图文介绍
螺旋管09CrCuSb钢管优选货源")
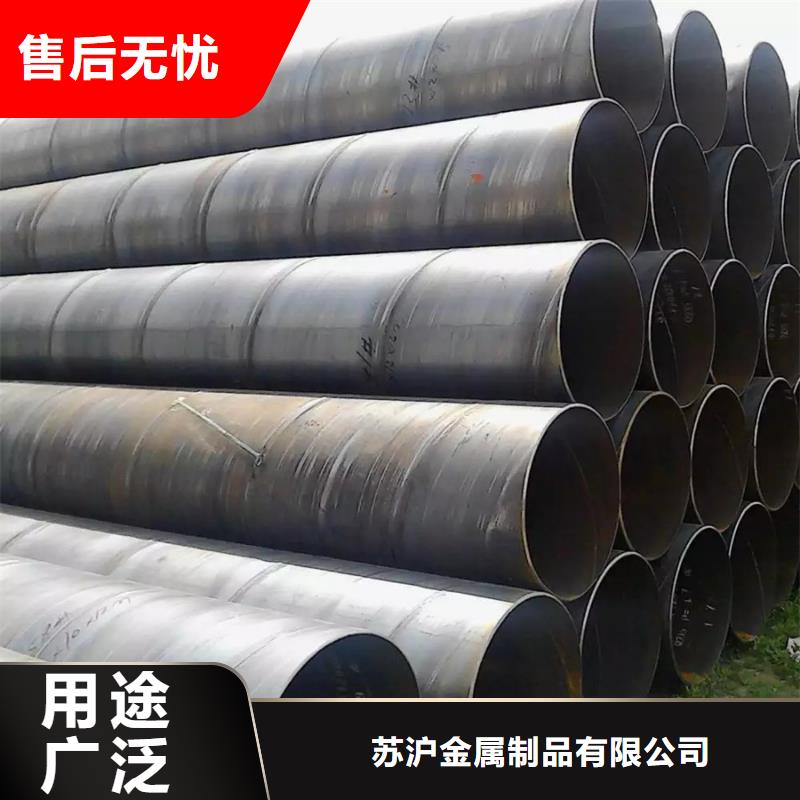
喷涂(抛光)并去除锈蚀后,不只能够扩展管外外表的物理吸附效果,贵阳Q345B螺旋管并且能够增强防腐层与管外外表之间的机械粘合效果。因而,喷雾(抛光)除锈是管道除锈的抱负办法。通常,喷丸除砂主要用于管道的内部和外部处理,喷丸除砂主要用于管道的外表处理。 输水工程贵阳Q345B螺旋管外径219—3000mm,壁厚5—30mm,可接受材质Q235B、16mn、Q345B、C、D、Q355B、C、D等合金材质,以及定尺、非标、切割等各种要求的的订做业务。公司产品主要用于桥梁建设,输水工程,电力,热力,基建,打桩,施工钢筋混凝土护壁等工程配套。公司自建厂以来,靠的产品质量和良好的后服务,而享誉海内外市场,深受用户好评。欢迎广大用户合作经验。我们将竭诚为您服务。螺旋钢管生产厂家王经理给大家详细讲解一下螺旋钢管:螺旋钢管就是在进行人工挖孔桩的过程中,由于土质不稳定,施工钢筋混凝土护壁存在较大难度所以采用钢质的护壁对孔桩进行保护。螺旋钢管就是根据孔桩的大小用铁皮箍成的一个圆形的两头都是空的桶。
螺旋管09CrCuSb钢管优选货源")
螺旋管09CrCuSb钢管优选货源")
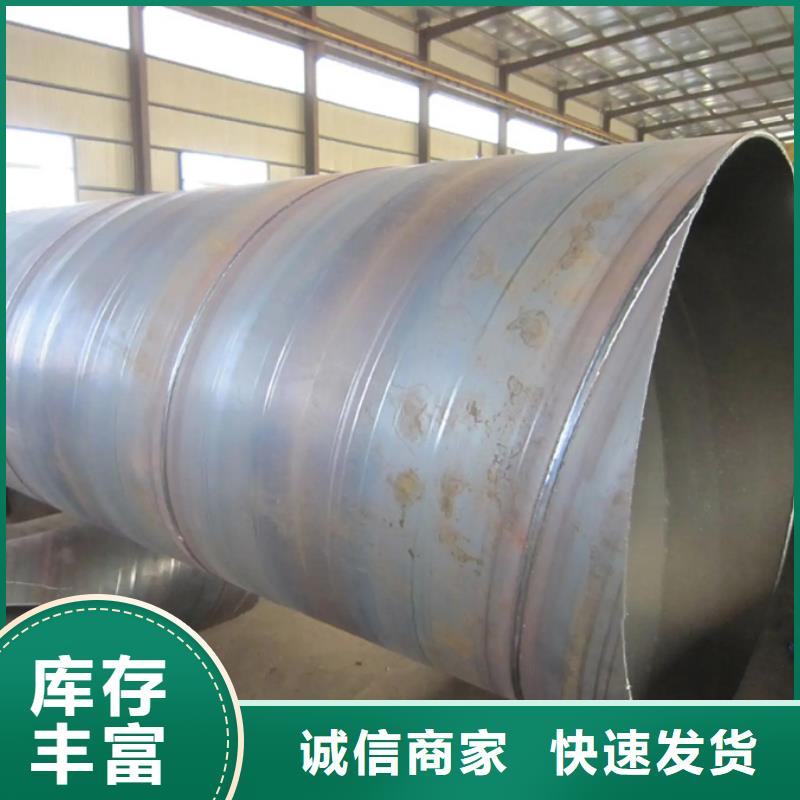
贵阳16mn螺旋管常用材质: ①由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(σs)为235 MPa的碳素结构钢。 ②必要时钢号后面可标出表示质量等级和脱氧方法的符号。质量等级符号分别为A、B、C、D。脱氧方法符号:F表示沸腾钢;b表示半镇静钢;Z表示镇静钢;TZ表示特殊镇静钢,镇静钢可不标符号,即Z和TZ都可不标。 例如Q235-AF表示A级沸腾钢。Q235B螺旋焊管是目前市场上采用较多的产品,碳钢材质Q235A--D分为四个等级D级为高,不同的工程场合采用不同的材质等级。碳钢Q235B和20号钢较为接近,都属于碳钢级别,被广泛采用。Q235B螺旋钢管一般用在低压流体输送管道用钢管,对于条件苛刻环境下,多采用L级管线钢。总之,不同环境下采用的钢的级别不同,高钢级可以代替低钢级,而低高级不能代替高钢级。
螺旋管09CrCuSb钢管优选货源")
螺旋管09CrCuSb钢管优选货源")
螺旋管09CrCuSb钢管优选货源")
苏沪金属制品有限公司拥有 贵阳09CuPCrNi-A钢板、领域‘’十余年‘’服务经验的团体,公司致力打造研发,销售一体化服务体系。以技术开发,高效运行,全国网络为基础。实现双方利益化。在消费者当中享有较高的地位,公司与多家 贵阳09CuPCrNi-A钢板、原料制造商建立了长期稳定的合作关系。重信用、守合同、保证 贵阳09CuPCrNi-A钢板、产品质量,以提供综合型解决方案和多品种经营特色遵循薄利多销的原则,赢得了广大客户的信任。让我们携手与共,共创美好未来!
螺旋管09CrCuSb钢管优选货源")

螺旋管09CrCuSb钢管优选货源")



 扫一扫
扫一扫